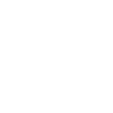

80 серия раздвижных окон с терморазрывом
Когда заказчики спрашивают про ?терморазрыв в раздвижках?, половина вообще представляет себе какой-то магнитный уплотнитель, а вторая уверена, что это просто удвоенная толщина профиля. На деле же в той же 80 серии всё упирается в технологию совмещения алюминиевых контуров через полиамидные вставки — но если производитель сэкономит на пресс-форме, мостик холода окажется не в раме, а прямо в зоне стыка створки.
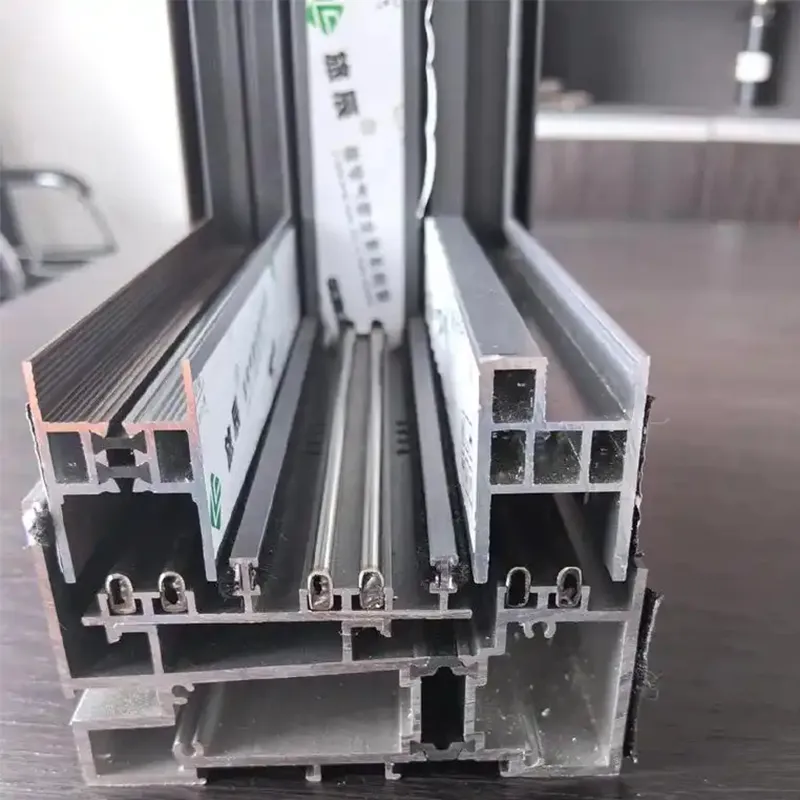
Конструкционные просчёты в массовом производстве
В прошлом году разбирали партию от регионального завода — внешне нормальные 80-е профили, но при -25° на внутренней стороне появился конденсат по нижнему углу. Вскрыли — оказалось, терморазрыв был, но полиамидную вставку поставили без адгезионной обработки, из-за чего между металлом и пластиком остались микрозазоры. Влагонакопление пошло по всей плоскости, хотя визуально сборка выглядела герметично.
У ООО Цзянси Фудэ Алюминий в этом планe интересно реализована система контроля на этапе экструзии — на их сайте https://www.cn-fude.ru упоминается совмещение экструзии с многоэтапной обработкой поверхности, включая электрофорез. Для 80 серии это критично: если основа профиля не прошла должную очистку перед установкой терморазрыва, даже идеально рассчитанная геометрия не спасёт от продувания.
Кстати, о геометрии — в раздвижных системах часто забывают, что терморазрыв должен дублироваться и в направляющих рельсах. Видел объект, где верхняя балка была сплошным алюминием, а в раме стоял полноценный барьер. Результат — ледяные потоки по верху створки при ветровой нагрузке.
Технологические компромиссы при окраске и анодировании
Электрофорезное покрытие, которое использует ООО Цзянси Фудэ Алюминий — не просто ?для красоты?. В раздвижных окнах с терморазрывом именно от качества покрытия зависит, как поведёт себя стык между алюминием и полиамидом при перепадах влажности. Дешёвое порошковое напыление может создать напряжение на границе материалов, что через пару сезонов даст микротрещины.
При этом многоцветное напыление — отдельная история. Для 80 серии часто хотят ?под дерево?, но трансферная печать иногда маскирует дефекты литья под терморазрыв. Как-то пришлось демонтировать целый фасад, где под декоративным слоем скрывались поры в зоне крепления армирующих вставок.
Заметил, что на производстве с полноценной линией анодирования (как у упомянутой компании) таких косяков меньше — видимо, потому что подготовка поверхности идёт в несколько стадий, включая обезжиривание перед установкой полиамидных мостов.
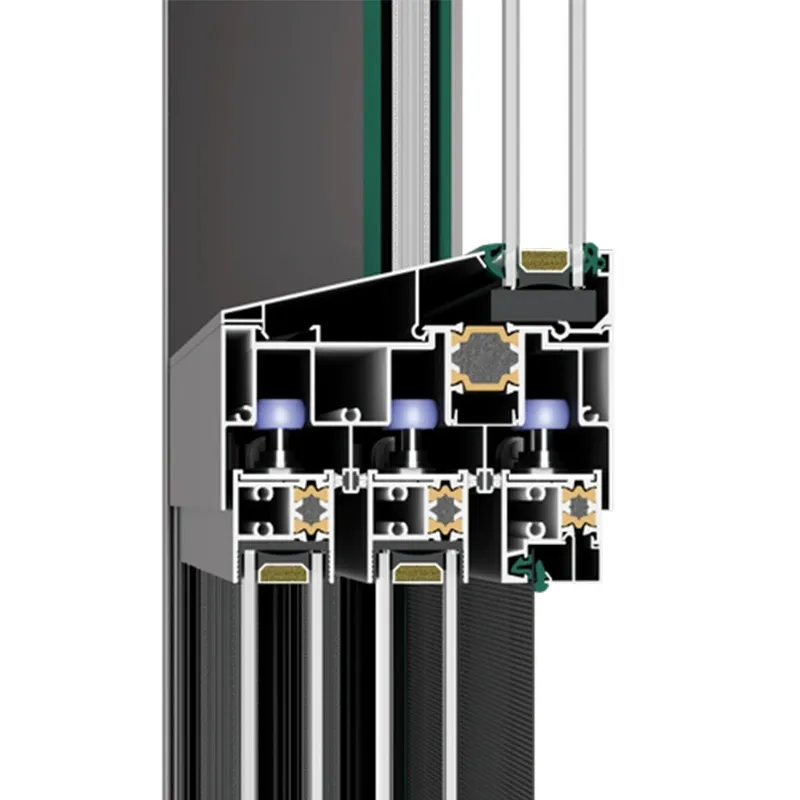
Монтажные ловушки 80 серии
Самая частая ошибка — монтажники привыкли к распашным системам и ставят раздвижки на те же кронштейны. Но в 80 серии с терморазрывом точка крепления должна приходиться строго на армированную зону, иначе профиль ?сыграет? и терморазрывная вставка получит нагрузку на разрыв. В одном из ЖК в Новомосковске так перекосило створки, что пришлось переделывать весь блок остекления лоджий.
Ещё нюанс — уплотнители. Для терморазрывных систем нужны специальные контуры с памятью формы, иначе в раздвижном механизме резина быстро износится в зоне контакта с роликами. Стандартные EPDM тут не всегда работают, особенно если роликовая группа не отрегулирована под вес створки.
Кстати, о весе — в 80 серии часто пытаются экономить на фурнитуре, ставя обычные ролики от лёгких систем. А потом удивляются, почему створка с двойным остеклением и терморазрывом провисает за полгода. Тут нужны усиленные каретки с подшипниками, причём с поправкой на российские температуры.
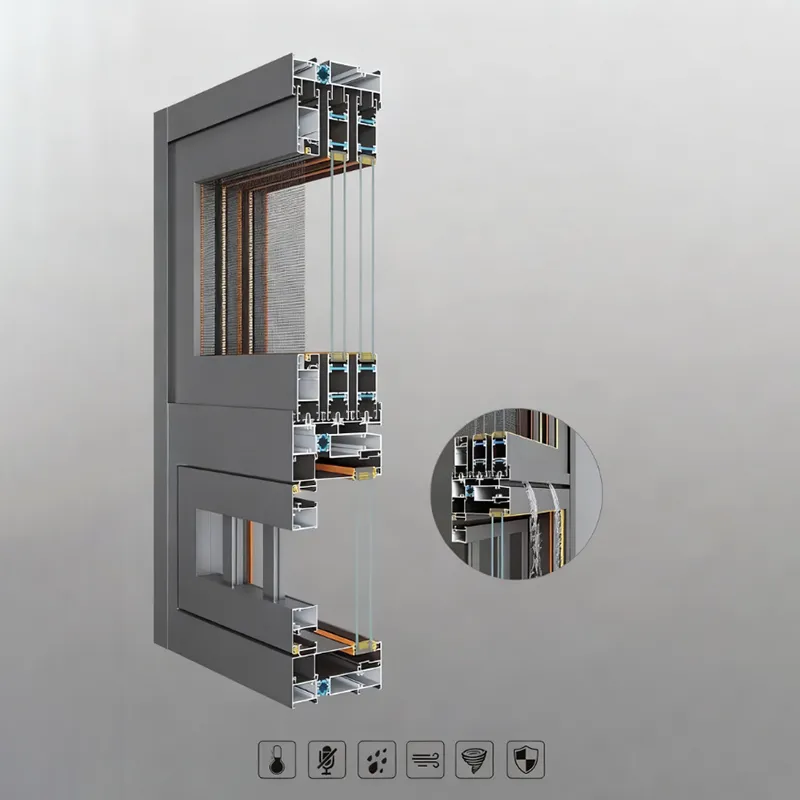
Производственные возможности и ограничения
Если брать описанное на https://www.cn-fude.ru оборудование для литья под терморазрыв — там интересно сочетание экструзии с последующей калибровкой. Это даёт стабильность геометрии, но требует точного контроля температуры на стыке алюминия и полиамида. Видел, как на кустарном производстве перегревали зону соединения — вставка плавилась и заполняла термокамеру неравномерно.
Многоцветное напыление, которое компания указывает в технологиях — для 80 серии скорее маркетинг, если честно. Гораздо важнее, чтобы анодирование или электрофорез давали равномерный слой именно в зоне термического барьера. Любой непрокрас — потенциальная коррозия и мостик холода.
А вот их заявленное ?объединение технологий производства энергосберегающих профилей? — это как раз про то, о чём говорил в начале. Без интеграции процессов экструзии, терморазрыва и отделки получить стабильную 80 серию невозможно. Мелкие цеха часто закупают готовые профили и потом пытаются встроить в них полиамидные вставки — получается дешевле, но теплопотери выше на 30-40%.
Полевые наблюдения и долгосрочные последствия
В таунхаусах под Казанью ставили 80 серию от трёх разных производителей — через два года терморазрыв ?заработал? только в тех образцах, где было полное совпадение коэффициентов теплового расширения алюминия и полиамида. В остальных случаях либо появились щели, либо вставки потрескались от циклических нагрузок.
Интересно, что в описанной компании технология вставки планок и литья комбинируется — это как раз может решить проблему с долговечностью. Но проверить можно только через 5-7 лет эксплуатации, пока данных мало.
Выводы простые: 80 серия с терморазрывом — не панацея, а сложная система, где мелочи вроде подготовки поверхности или калибровки роликов определяют итоговую эффективность. И да, смотреть нужно не на сертификаты, а на реальные узлы соединения в разрезе — желательно, до покупки.
Соответствующая продукция
Соответствующая продукция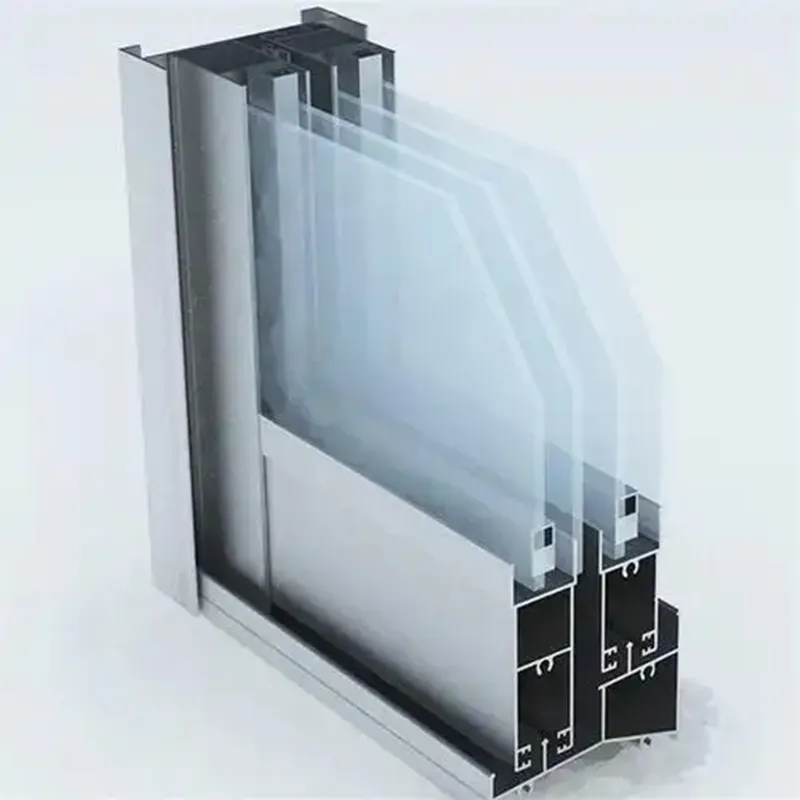



Самые продаваемые продукты
Самые продаваемые продукты-
 Распашное окно с терморазрывом GEZ
Распашное окно с терморазрывом GEZ -
 Распашное окно с терморазрывом DDS110
Распашное окно с терморазрывом DDS110 -
 Трубы специальной формы на заказ
Трубы специальной формы на заказ -
 Распашное окно с терморазрывом GHT
Распашное окно с терморазрывом GHT -
 Круглые и квадратные трубы с древесным декором
Круглые и квадратные трубы с древесным декором -
 Распашное окно с терморазрывом DS110
Распашное окно с терморазрывом DS110 -
 Серия квадратных труб
Серия квадратных труб -
 Распашное окно с терморазрывом KG
Распашное окно с терморазрывом KG -
 Душевая кабина EZ
Душевая кабина EZ -
 Распашное окно с терморазрывом GD108
Распашное окно с терморазрывом GD108 -
 Распашное окно с терморазрывом 112
Распашное окно с терморазрывом 112 -
 Армированная сетка 4
Армированная сетка 4
Связанный поиск
Связанный поиск- раздвижные окна мелкие
- раздвижные решетки на окна заказать
- однокамерные раздвижные окна
- холодные окна для веранды раздвижные
- окно витражное раздвижное
- раздвижные балконные окна из алюминия
- заказ окон раздвижных
- раздвижные витражные окна для балкона
- сетка на раздвижные алюминиевые окна
- дешевые алюминиевые раздвижные окна









