
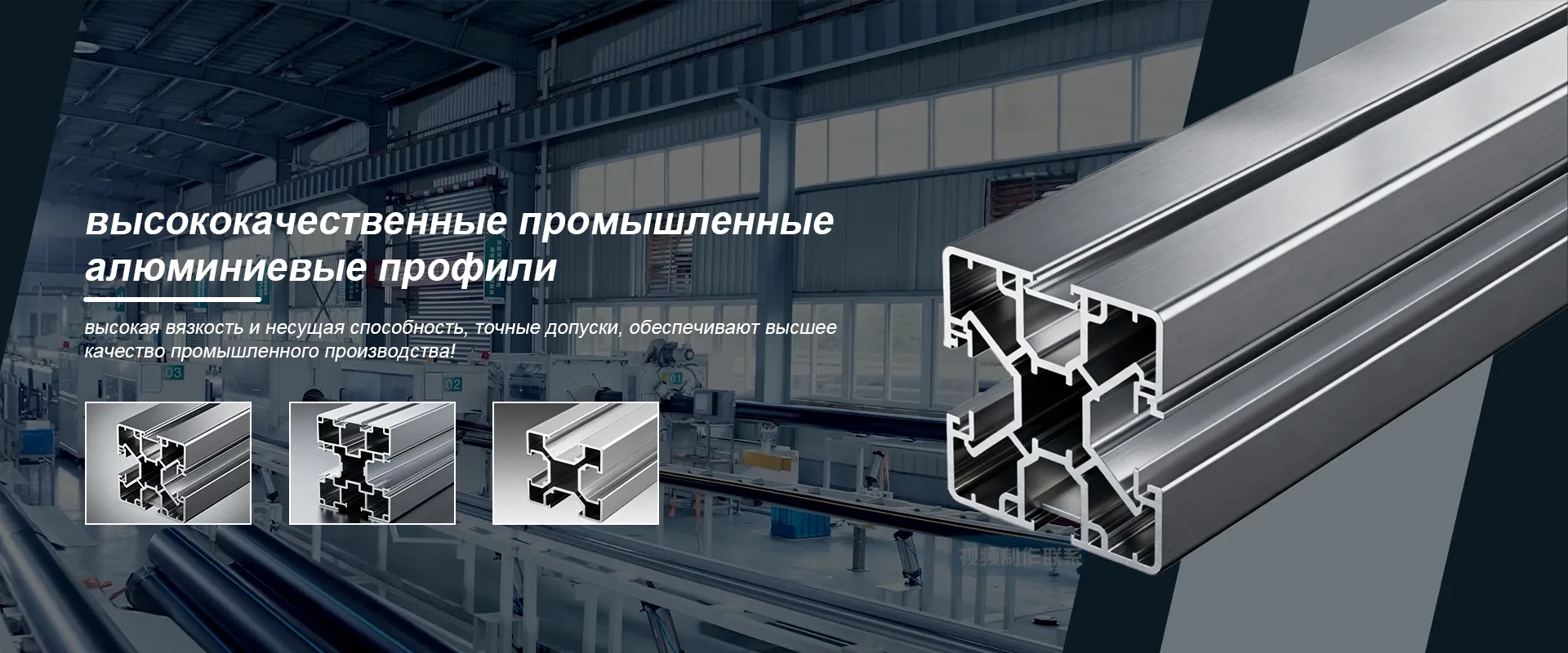
Квадратная труба 120x50 толщина 3.0
Вот та самая размерность, с которой постоянно путаются заказчики — думают, что 3 мм это 'с запасом', а на деле бывает, что и 2.8 не вытягивает... Сейчас объясню, почему.
Почему именно 120х50 с толщиной 3.0
Работал с такими профилями на объекте в Краснодаре — делали каркасы для остекления фасада. Заказчик изначально требовал 2.5 мм, но при расчётах вылезла проблема с прогибом при ветровой нагрузке. Пришлось пересчитывать и доказывать, что 3.0 — это не перестраховка, а необходимость.
Кстати, толщина 3.0 — это та грань, где ещё можно обойтись без усиления, но уже чувствуется запас прочности. Особенно для конструкций с вылетом больше метра. Проверял на собственных чертежах — при 2.5 мм по СНиПам уже нужны дополнительные связи, а это удорожание монтажа процентов на 15.
Заметил интересное: многие путают толщину стенки и массу. Для 120х50 разница между 2.5 и 3.0 — почти килограмм на погонный метр, но зато экономия на крепеже — можно ставить кронштейны реже.
Ошибки при работе с прямоугольным профилем
Как-то раз взяли партию с отклонением по толщине стенки — вроде бы по ГОСТу в пределах допуска, но после резки лазером проявилась неравномерность структуры металла. Пришлось пускать такие трубы только на короткие отрезки.
Запомнил на будущее: для ответственных конструкций лучше заказывать профиль с дополнительным контролем толщины по всему периметру. Особенно важно для сварных соединений — где тоньше стенка, там и деформация при термообработке больше.
Ещё нюанс — часто экономят на антикоррозийной обработке, мол, 3 мм и так долго проржавеет. Но в реальности именно в местах сварки коррозия начинается быстрее. Мы сейчас для таких задач используем квадратные трубы 120x50 с предварительной пескоструйной обработкой — дороже, но зато после монтажа можно спать спокойно.
Технологические особенности производства
Последний раз заказывали у ООО Цзянси Фудэ Алюминий — с их сайта https://www.cn-fude.ru видно, что линия профилирования настроена под точные допуски. Это важно для толщины 3.0 — если оборудование старомодное, бывает расхождение до 0.2 мм по углам.
У них в описании компании зацепило про 'вставку планок' — как раз для терморазрыва. Мы пробовали такие профили в зимних павильонах — действительно, мостиков холода меньше, но для квадратных труб это скорее экзотика, обычно терморазрыв делают в более сложных профилях.
Из их технологий для толщины 3.0 самое полезное — электрофорезное окрашивание. Недавно сравнивали с обычным порошковым покрытием — через год эксплуатации на морозе разница видна невооружённым глазом, особенно в местах сколов.
Практические кейсы применения
В прошлом месяце как раз монтировали навесы из таких труб под Казанью — использовали как основные стойки 120х50 и как прогоны. Расстояние между опорами 4.5 метра, снеговая нагрузка приличная. После сезона проверяли — никакой деформации, хотя соседи дешевые трубы ставили, те уже 'улыбаются'.
Для грузоподъёмных конструкций тоже подходит, но тут важно смотреть не только на толщину, но и на марку стали. Мы обычно берем Ст3пс, но для крановых путей лучше 09Г2С — хоть и дороже, но зато пластичность выше.
Интересный случай был при монтаже ворот — заказчик хотел сэкономить и взять трубу 2.5 мм, но при расчёте петель выяснилось, что нужны усиленные крепления. В итоге сошлись на 3.0, но с уменьшением сечения до 100х50 — получилось и дешевле, и надёжнее.
Сравнение с альтернативами
Пробовали заменять на два профиля 60х50 — вроде бы сечение то же, но жёсткость на кручение совсем другая. Для ферм ещё куда ни шло, а вот для консольных конструкций — только сплошная труба.
Сравнивал с круглыми трубами того же сечения — для гидравлических систем конечно круглая лучше, а вот для монтажа панелей прямоугольная удобнее. Крепление к плоской поверхности надёжнее, нет точечных нагрузок.
Коллеги как-то использовали вместо квадратной трубы сварной профиль из листа — вышло дешевле, но на вибрации быстро пошли трещины по швам. Так что для динамических нагрузок цельнотянутая труба 120х50 3.0 мм однозначно выигрывает.
Нюансы обработки и монтажа
При резке лазером важно правильно выставлять мощность — если переборщить, кромка получается с наплывами. Особенно критично для толщины 3.0 — уже не тонкий металл, но ещё и не толстый, тут нужен средний режим.
Сварку лучше вести в среде аргона — меньше брызг, шов получается ровнее. Мы для таких труб используем присадочную проволку СВ-08Г2С — дороже обычной, но зато нет пор после остывания.
Заметил, что многие не обращают внимание на правку геометрии после сварки — а потом удивляются, почему собранная конструкция 'ведёт'. Для профиля 120х50 достаточно прогреть углы строительным феном — обычно хватает, чтобы убрать остаточные напряжения.
Экономические аспекты
Сейчас на рынке разброс цен на такие трубы процентов 20 — но дешёвые варианты часто оказываются с уменьшенной толщиной стенки. Мы всегда проверяем ультразвуковым толщиномером в нескольких точках — пару раз попадалось, что вместо 3.0 было 2.7-2.8.
Рассчитывая проект, лучше сразу закладывать запас 5-7% на отходы при резке — особенно если конструкция сложная. Для стандартных пролётов оптимально резать шестиметровые хлысты пополам, тогда обрезков почти не остаётся.
Если брать у ООО Цзянси Фудэ Алюминий — у них есть смысл заказывать сразу комплектацию с обработкой, выходит дешевле чем отдельно покупать трубу и потом отдавать на пескоструй и окраску. Мы так для последнего объекта делали — сэкономили дней десять по срокам.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Распашное окно с терморазрывом GD108
Распашное окно с терморазрывом GD108 -
 Армированная сетка 3
Армированная сетка 3 -
 Распашное окно с терморазрывом FR
Распашное окно с терморазрывом FR -
 Распашное окно с терморазрывом HRF120
Распашное окно с терморазрывом HRF120 -
 Раздвижное окно с терморазрывом 126
Раздвижное окно с терморазрывом 126 -
 Распашное окно с терморазрывом VZZ
Распашное окно с терморазрывом VZZ -
 Обычное раздвижное окно SDA
Обычное раздвижное окно SDA -
 Душевая кабина EZ
Душевая кабина EZ -
 Распашное окно с терморазрывом TD110
Распашное окно с терморазрывом TD110 -
 Навесной фасад DA
Навесной фасад DA -
 Распашное окно с терморазрывом FC
Распашное окно с терморазрывом FC -
 Распашное окно с терморазрывом 108
Распашное окно с терморазрывом 108
Связанный поиск
Связанный поиск- раздвижные окна на лоджию отзывы
- окно раздвижное алюминиевое фото
- 110 серия распашных окон с терморазрывом
- окно балконное алюминиевое раздвижное
- заказ окон раздвижных
- панорамное окно в пол раздвижное
- своими руками раздвижные окна панорамные
- окна раздвижные вверх
- раздвижные или распашные окна на балкон
- раздвижные портальные окна









