
Квадратная труба 100x50 толщина 3.0
Когда видишь в спецификации 'квадратная труба 100х50 толщина 3.0', кажется - всё очевидно. Но именно в таких ходовых размерах кроется больше всего подводных камней. Многие думают, что главное - соблюсти геометрию, а на деле важнее контроль химического состава стали и равномерность толщины стенки по всему периметру.
Почему именно 3.0 мм
Толщина 3 мм - это та самая золотая середина для большинства конструкций средненагруженного типа. Меньше - уже будет 'играть' при динамических нагрузках, больше - неоправданно утяжеляет конструкцию. Но вот что важно: не все производители выдерживают ровно 3.0. Часто встречается 2.8-2.9, что критично для сварных каркасов.
Заметил интересную закономерность: при заказе у ООО Цзянси Фудэ Алюминий стабильно получаем трубы с отклонением не более 0.1 мм. Это ощутимо снижает процент брака при автоматической сварке. Кстати, их сайт https://www.cn-fude.ru стоит добавить в закладки - там есть технические спецификации, которые редко встретишь в открытом доступе.
Особенно важно контролировать толщину в углах - там чаще всего возникают проблемы при прокате. Один раз пришлось отказаться от партии, где в углах было всего 2.5 мм при заявленных 3.0. Производитель уверял, что это в пределах допуска, но для наших стеллажей такой разброс недопустим.
Особенности работы с профилем 100х50
Прямоугольное сечение 100х50 - универсальное решение, но требует понимания ориентации при монтаже. Вертикально расположенная труба (когда 100 мм - высота) выдерживает на 30% больше нагрузки на изгиб, чем горизонтальная. Это элементарно, но постоянно вижу, как монтажники пренебрегают этим правилом.
Для навесных конструкций рекомендую усиливать точки крепления - площадь контакта у прямоугольной трубы меньше, чем у квадратной. Особенно это важно при ветровых нагрузках. Проверено на объекте в Сочи: обычные кронштейны не выдерживали, пришлось разрабатывать специальные прокладки.
Резать такой профиль лучше ленточнопильными станками - углошлифовальная машинка дает неровный срез и подгар кромки. Хотя многие бригады до сих пор работают 'болгарками', потом удивляются, почему стыки не стыкуются.
Ошибки при выборе производителя
Раньше часто ориентировались только на цену, но дешевая труба обычно имеет проблемы с внутренними напряжениями. После сварки такие конструкции 'ведет' иногда на сантиметры. Сейчас всегда запрашиваем протоколы испытаний - особенно на однородность структуры металла.
ООО Цзянси Фудэ Алюминий предоставляет полную техническую документацию, что редкость для российского рынка. Их подход к контролю качества напоминает немецкий - каждый этап проверяется, а не выборочно, как у многих.
Особенно важно: проверяйте наличие сертификата на антикоррозийное покрытие. Один раз купили трубы с якобы оцинковкой, которая отслоилась через месяц. Оказалось, просто краска с цинковой пылью. Теперь только горячее цинкование принимаем.
Практические кейсы применения
Для каркаса модульных зданий труба 100х50х3.0 показала себя лучше, чем швеллер. Меньший вес при сравнимой жесткости, плюс проще герметизировать стыки. Но важно делать правильные узлы сопряжения - обычные торцевые соединения не работают.
В мостовых конструкциях малых пролетов (до 6 метров) такая труба идеальна для балок. Но обязательно нужно рассчитывать на местные нагрузки - там, где будут точечные воздействия, лучше ставить усиливающие пластины.
Интересный опыт был при строительстве эстакады для складской техники. Рассчитали все по СНиП, но не учли вибрацию от погрузчиков. Пришлось добавлять диагональные связи из трубы меньшего сечения. Теперь всегда закладываем запас по вибронагрузкам.
Технологические тонкости обработки
Сварка должна вестись в шахматном порядке, иначе ведет как пропеллер. Проверено на горьком опыте - целую партию каркасов пришлось переделывать. Сейчас используем прихватки через каждые 30 см с противоположных сторон.
Отверстия под крепеж лучше сверлить до сборки - после сварки доступ к внутренней полости ограничен. И обязательно зенковать - острые кромки рвут болты при затяжке.
Для защиты от коррозии внутри рекомендую масляные пропитки. Внешнее покрытие спасает, а внутри скапливается конденсат. Видел трубы, которые снаружи выглядели идеально, а изнутри были полностью проржавевшими.
Перспективы развития стандартов
Сейчас наблюдается тенденция к ужесточению допусков по геометрии. Если раньше +/- 1 мм считалось нормой, то для автоматизированного производства требуется уже +/- 0.5 мм. Производителям придется модернизировать оборудование.
Интересно, что ООО Цзянси Фудэ Алюминий уже использует технологии, которые только начинают внедряться в России. Их подход к контролю качества мог бы стать отраслевым стандартом.
Постепенно уходим от универсальных решений к специализированным. Уже появляются трубы с разной толщиной стенки для разных зон нагрузки. Думаю, скоро это станет обычной практикой и для массового производства.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Распашное окно с терморазрывом WC120
Распашное окно с терморазрывом WC120 -
 Европейская серия 120
Европейская серия 120 -
 Распашное окно с терморазрывом VZZ
Распашное окно с терморазрывом VZZ -
 Душевая кабина FD
Душевая кабина FD -
 Серия с пулевидным профилем
Серия с пулевидным профилем -
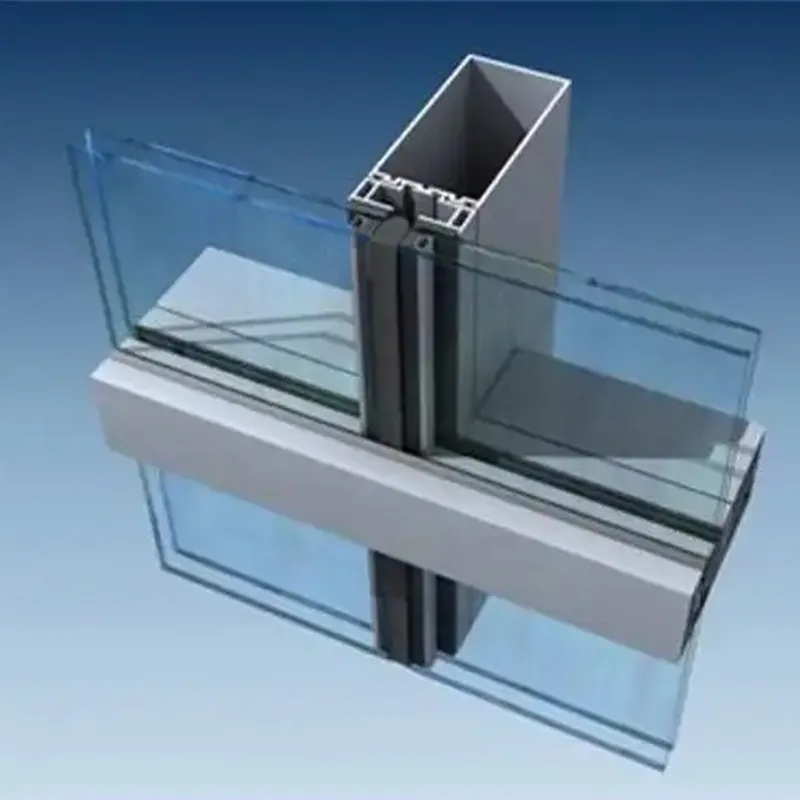 Навесной фасад VZ
Навесной фасад VZ -
 Распашное окно с терморазрывом AXD
Распашное окно с терморазрывом AXD -
 Распашное окно с терморазрывом 110
Распашное окно с терморазрывом 110 -
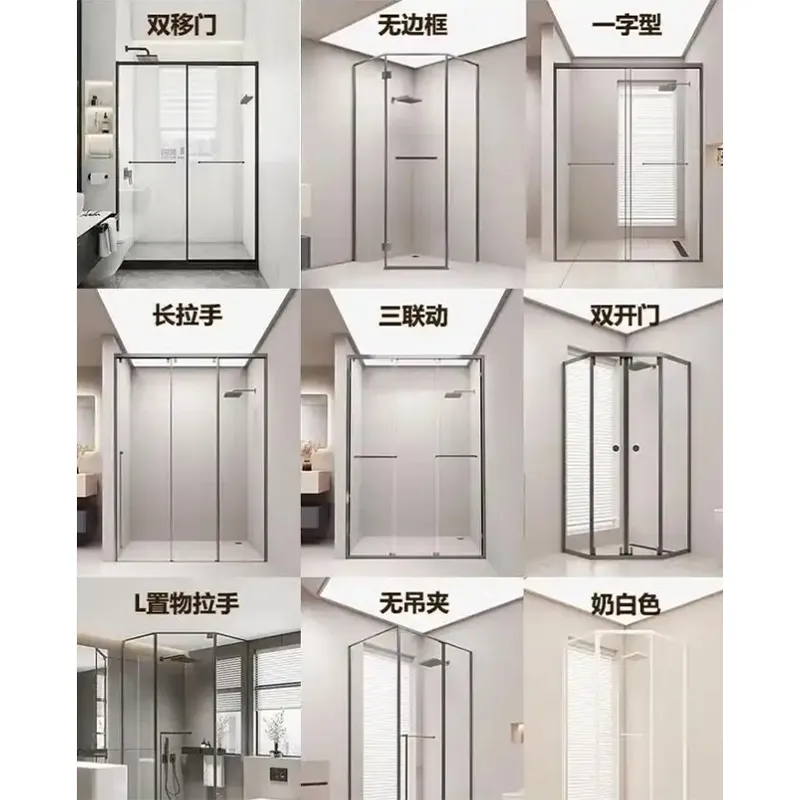 Душевая кабина QDZ
Душевая кабина QDZ -
 Распашное окно с терморазрывом 108
Распашное окно с терморазрывом 108 -
 Распашное окно с терморазрывом DFS110
Распашное окно с терморазрывом DFS110 -
 Серия квадратных труб
Серия квадратных труб
Связанный поиск
Связанный поиск- раздвижное электрическое окно
- теплые раздвижные окна в беседку
- раздвижное окно витражное спб
- раздвижные окна для террасы самара
- раздвижной авто окно
- остекление балкона раздвижными окнами
- профиль раздвижных окон из алюминия
- алюминиевые распашные окна
- Обычные раздвижные окна
- 90 серия раздвижных окон с терморазрывом









