
изготовление раздвижных окон
Когда говорят про изготовление раздвижных окон, многие сразу представляют простенькие конструкции для дачи. Но на деле это сложные системы, где каждый миллиметр зазора влияет на эксплуатацию. В нашей практике бывали случаи, когда заказчики требовали 'сделать как у соседа', а потом сталкивались с промерзанием направляющих - как раз из-за неучтённого термического расширения профиля.
Технические нюансы производства
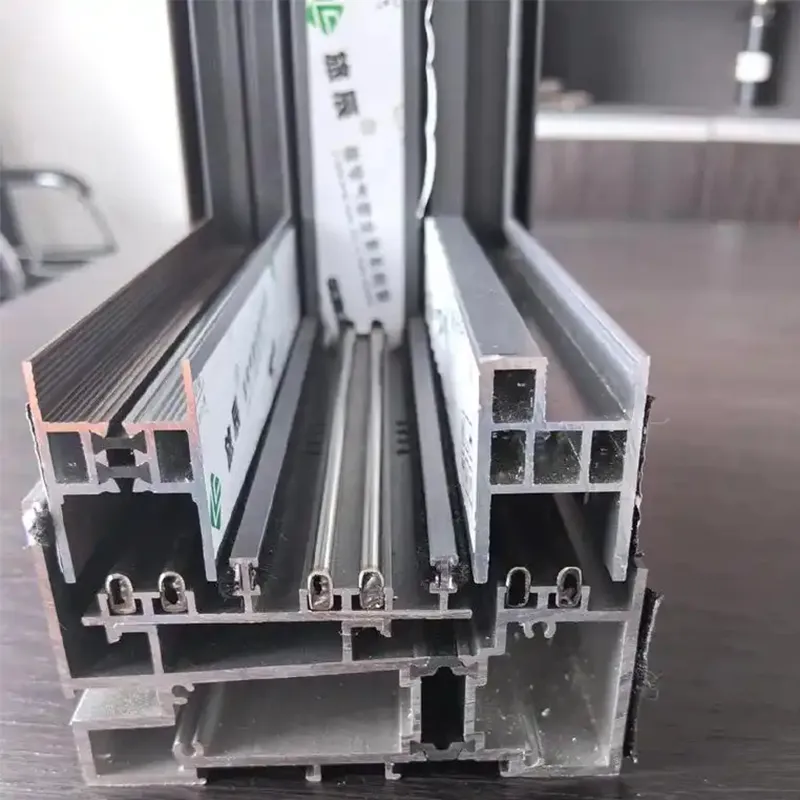
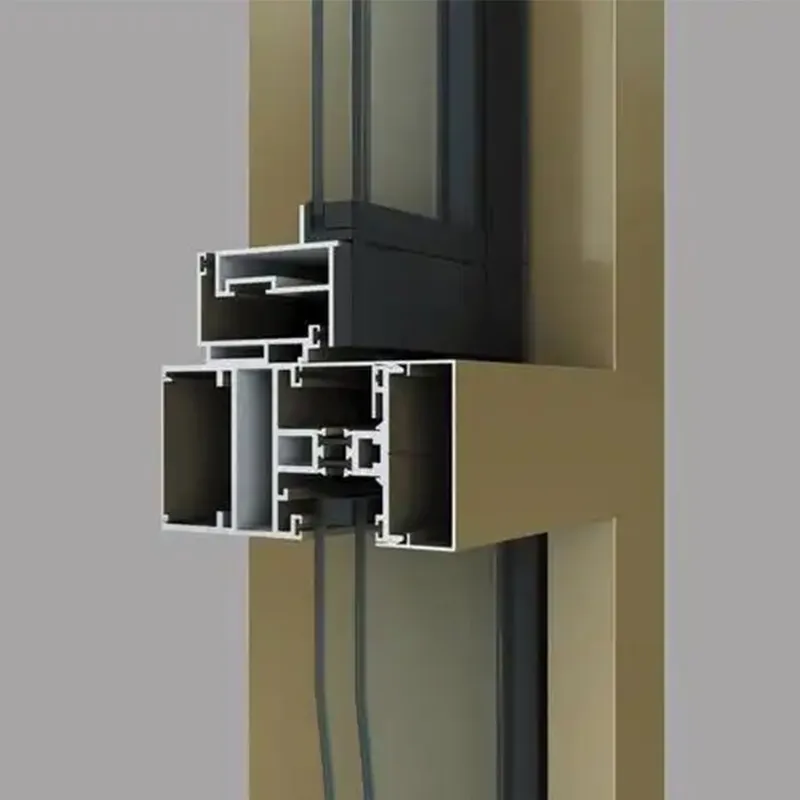
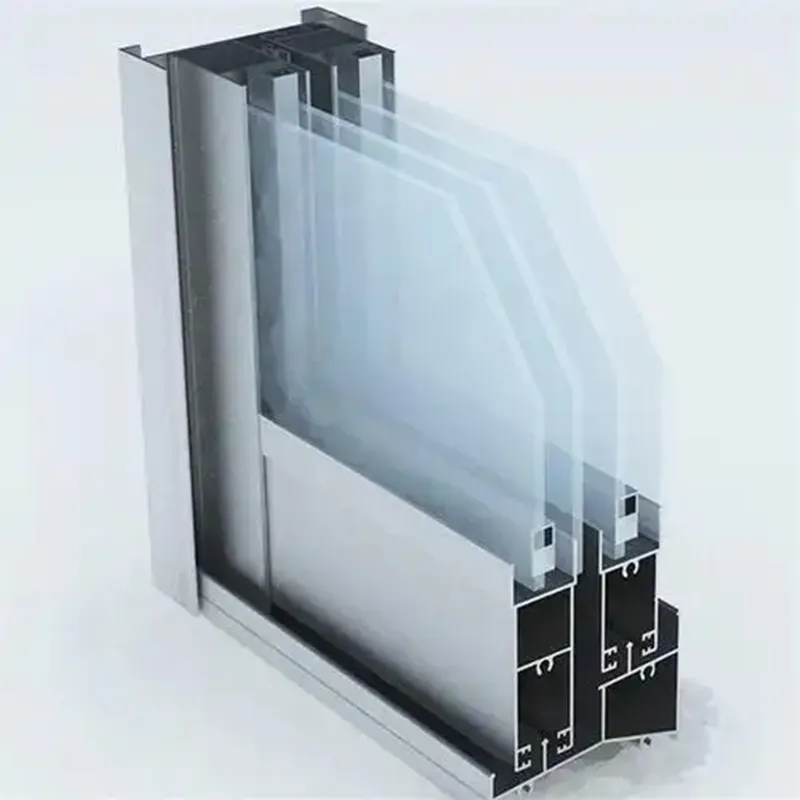
При изготовлении раздвижных окон критически важен подбор экструзионного оборудования. На нашем производстве ООО Цзянси Фудэ Алюминий используется линия с компьютерным контролем температуры экструзии - без этого невозможно добиться стабильной геометрии профиля. Особенно для систем с терморазрывом, где перепад температур между улицей и помещением достигает 60°C.
Частая ошибка мелких мастерских - экономия на фурнитурных пазах. Мы специально разрабатывали пресс-формы под роликовые системы немецких производителей. Помню, как в 2019 году переделывали оснастку трижды, пока не добились идеального хода роликов в направляющих.
Анодирование и электрофорезное окрашивание - не просто декоративные операции. Для раздвижных систем это защита от истирания в зонах контакта роликов с профилем. На сайте cn-fude.ru есть технические отчёты по испытаниям покрытий - там видно, как отличается износ анодированного и обычного профиля после 50 000 циклов открывания.
Ошибки проектирования
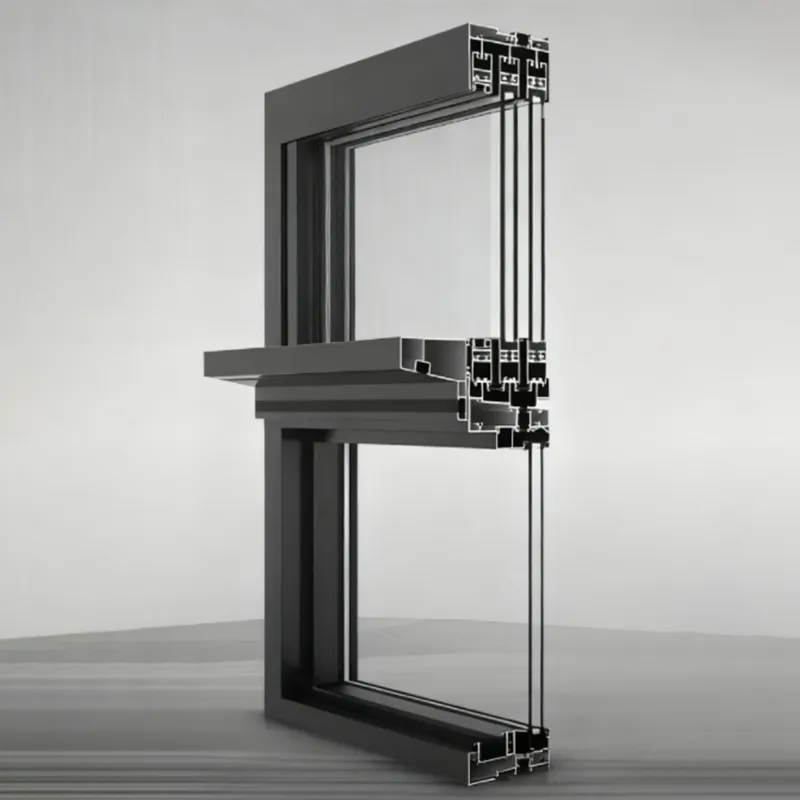
Самое сложное в изготовлении раздвижных окон - расчёт весовых нагрузок. Как-то раз мы собрали конструкцию высотой 2,3 метра без дополнительных роликов - через месяц заклинило нижние направляющие. Пришлось разрабатывать систему усиленных подшипников для тяжёлых створок.
Многие недооценивают важность дренажных каналов. В стандартных ГОСТах про это почти не пишут, но мы после серии жалоб от клиентов из Сочи внедрили дополнительную фрезеровку отводящих отверстий под углом 15 градусов. Теперь даже при ливнях вода не скапливается в раме.
Терморазрыв через вставные планки - отдельная история. Первые партии делали с полиамидными вставками, но при морозах ниже -30°C они теряли эластичность. Перешли на стеклонаполненный полипропилен - дороже, но надёжнее. На производстве даже сохранились образцы тех первых неудачных экспериментов.
Материаловедческие аспекты
Сплав алюминия для раздвижных систем должен быть не просто прочным, но и устойчивым к циклическим нагрузкам. Мы используем марки АД31Т1 и АД35Т1 - последняя особенно хороша для широких створок, где важна жёсткость на кручение.
Многоцветное напыление - казалось бы, чисто эстетическая опция. Но на практике тёмные профили на южных фасадах прогреваются до +70°C, что влияет на температурные зазоры. Пришлось разрабатывать отдельные техкарты для разных цветов с поправкой на тепловое расширение.
Трансферная печать под дерево требует особого подхода к подготовке поверхности. Обычное анодирование не подходит - только хроматное покрытие даёт нужную адгезию. Помню, как в 2021 году браковали целую партию профиля из-за отслаивания плёнки после ультрафиолетового воздействия.
Сборка и контроль качества
При сборке раздвижных окон мы всегда проверяем параллельность установки роликовых систем лазерным нивелиром. Рулеткой здесь не обойтись - разница даже в 0,5 мм на метр длины вызывает перекос створки.
Уплотнители подбираем по сезону: летние и зимние версии отличаются твердостью полимера. Зимой более мягкие уплотнители не дубеют на морозе, но их износ выше - поэтому рекомендуем клиентам заменять их раз в два года.
Финальная проверка включает тест на водонепроницаемость при давлении 600 Па - это соответствует ураганному ветру со скоростью 35 м/с. Такие нормативы есть далеко не у всех производителей, но для приморских регионов это необходимость.
Эволюция технологий
За 12 лет работы мы прошли путь от простых раздвижных систем до энергоэффективных конструкций с тройным остеклением. Самым сложным было адаптировать тяжёлые стеклопакеты к раздвижному механизму - пришлось полностью перерабатывать конструкцию роликовых кареток.
Современное оборудование для литья под давлением позволяет создавать сложные формы профилей. Но иногда классические решения оказываются лучше - например, фрезерованные дренажные каналы работают надёжнее, чем литые, где возможны наплывы материала.
Сейчас тестируем систему скрытых роликов с подшипниками из нержавеющей стали - пока дорого, но для премиального сегмента интересно. Первые образцы показали износ в 3 раза меньше стандартных даже в условиях песчаных бурь (тестировали по заказу из Астрахани).
Изготовление раздвижных окон - это всегда компромисс между ценой, функциональностью и долговечностью. Наш опыт показывает: 70% проблем возникают из-за попыток сэкономить на мелочах вроде качества фурнитуры или точности обработки торцов. Поэтому мы сохраняем полный цикл производства - от экструзии до сборки, чтобы контролировать каждый этап.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Армированная сетка 2
Армированная сетка 2 -
 Душевая кабина FA
Душевая кабина FA -
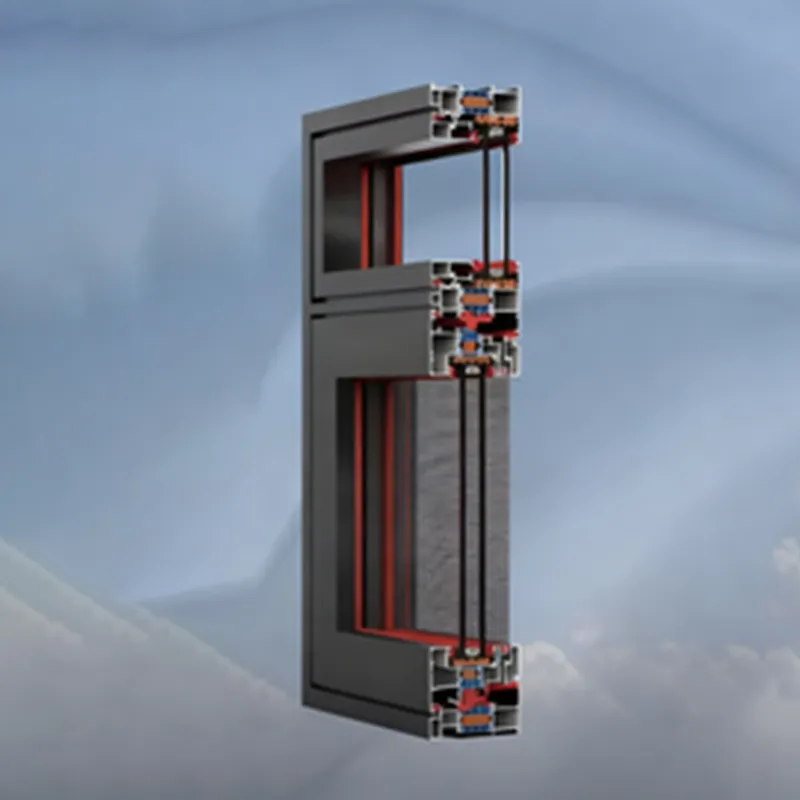 Распашное окно с терморазрывом 120
Распашное окно с терморазрывом 120 -
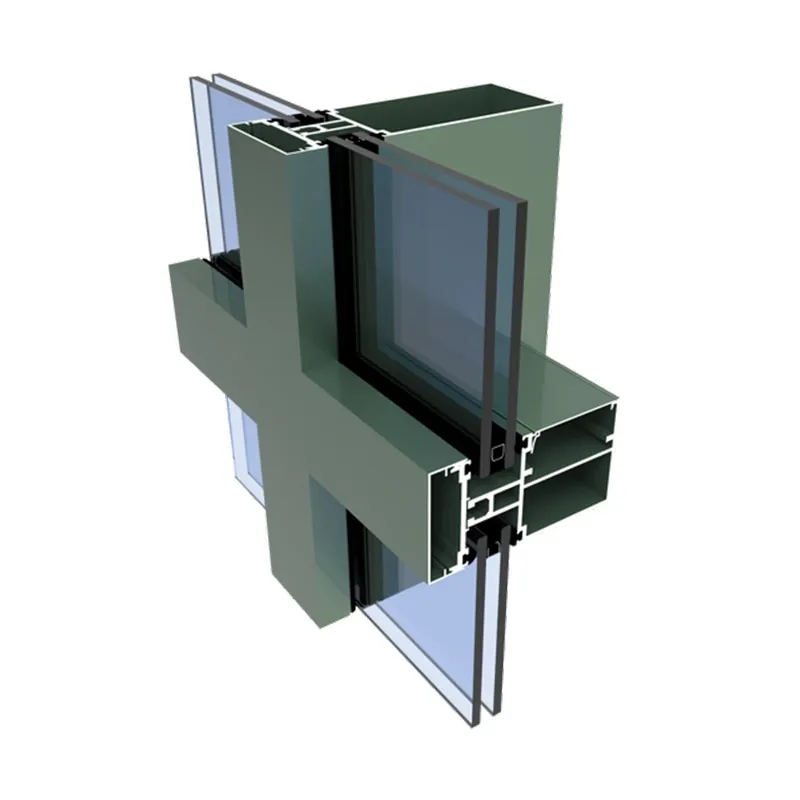 Навесной фасад QE
Навесной фасад QE -
 Распашное окно с терморазрывом HRF120
Распашное окно с терморазрывом HRF120 -
 Обычное раздвижное окно JT
Обычное раздвижное окно JT -
 Распашное окно с терморазрывом VZZ
Распашное окно с терморазрывом VZZ -
 Душевая кабина ws
Душевая кабина ws -
 Прямая душевая кабина
Прямая душевая кабина -
 Распашное окно с терморазрывом TD110
Распашное окно с терморазрывом TD110 -
 Обычное раздвижное окно RE
Обычное раздвижное окно RE -
 Распашное окно с терморазрывом DFS110
Распашное окно с терморазрывом DFS110
Связанный поиск
Связанный поиск- алюминиевые окна лоджию раздвижные
- москитная сетка на балконные окна раздвижные
- окна раздвижные для веранды и террасы мытищи
- вертикально раздвижные окна
- раздвижные окна лоджии устройство
- 110 серия распашных окон с терморазрывом
- теплые раздвижные окна тюмень
- раздвижные окна бу авито
- межкомнатные раздвижные окна
- раздвижные алюминиевые окна уфа









